

加藥裝置,自動加氨裝置工藝原理及遙遙范圍
火電站加藥裝置關鍵作用是向水汽呼吸系統中投加有益于改進水體、避遙遙積垢、緩解浸蝕及除去環境污染蒸氣-的化學品,進而遙遙發電廠水蒸氣系統軟件機器設備的安全遙遙運作自動加氨裝置工藝原理及遙遙范圍。
發布時間:2025-02-16 01:24:05瀏覽數:

1.總則
本守則適用于奧氏體不銹鋼制壓力容器的制造,本守則與工藝文件有矛盾時以工藝文件為準。
2.通用規
(1) 不銹鋼部件或容器的制造應在門場地進行,并具備如下條件:
a. 制造場地應具備保暖、通風、清潔及文明生產條件。
b. 工件存放制造場地時,應鋪設地板或橡膠板、木板等。
c. 支承托輥及焊接輥均應掛膠。
(2) 遙遙工具如:銅錘、木錘或淬火工具等時,應盡量使工件少和鐵器接觸,磨削用砂輪需采用純氧化物制。
(3) 材料標記移植
a. 材料標記應用記號筆移植。
b. 制造過程受壓件或與介質接觸的件(內件)的材料的標記在各工序應保持清晰、完整、正確,直到水壓試驗查合格或竣工后方允許被清洗掉。
(4) 防止磕碰劃傷
板材或部件在吊運制作過程,應始終保持鋼材表面、設備及胎具的清潔,防止將熔渣、氧化皮等金屬雜物壓入工件表面。
防止磕碰劃傷在各工序的措施:
3.部件的制造
(1) 封頭
a. 封頭壓制按JB/T4746《橢圓形封頭》進行。
b. 封頭盡量采用冷沖壓型,型后可不進行熱處理。
c. 封頭劃后采用等離子切割時應留10-15mm加工余量。機加工坡口時,封頭上盡量不焊輔助支耳,可采用胎具裝夾。
(2) 筒體
a. 筒節的制造按《裝工藝守則》進行。
b. 當筒節間用法蘭連接時,別是靠近法蘭端面處有接管及補強圈時,般裝配順序如下:
Ⅰ.裝配接管及補強圈并焊接。
Ⅱ.裝配筒節法蘭,用螺栓將兩筒節法蘭把緊,并應預防電擊封面。
Ⅲ.焊接筒節法蘭。
也可以考慮在加工能力允許的情況下,在筒節法蘭的封面沿厚度方向預留2-3mm加工量,焊后再次加工封面。
(3) 接管法蘭
a.法蘭的螺栓孔應跨(有殊要求的除外)。
b.法蘭面應垂直接管心,其偏差均不得過法蘭外徑1%(法蘭外
100mm除外),且不于3mm,可利用胎具進行對(見圖1)。
4.焊接
(1) 焊接環境溫度不5℃。當環境溫度5℃時,在溫下不要求預熱
的焊件也應在距焊口兩側各100mm范圍內加熱至15℃才能施焊。
(2) 焊坡口內須用丙酮或酒擦去油污,用不銹鋼絲刷或砂輪清理坡口表面,為防止焊接飛濺污染,坡口兩側各100mm范圍內涂上白堊粉。
(3) 可用氧-乙炔火焰預熱、整體進爐預熱或板式電加熱器預熱,用表面溫度計或試溫筆查預熱溫度。
(4) 應避在工件上焊臨時輔件,位焊、焊、焊臨時輔件均應按產焊接工藝。
(5) 受壓元件別是筒體縱縫應有引弧板,不應在工件表面引弧。
(6) 位焊、焊、焊臨時輔件以及引弧板的去除嚴禁遙遙打掉,應采用風鏟或速砂輪等機械方法去除。
(7) 有關焊接要求按《不銹鋼焊接工藝守則》。
(8) 除以上規外,還應遵守其它有關規,如《下料工藝守則》、《卷板工藝守則》、《裝工藝守則》等。
5.容器表面要求
容器及其部件按設計工藝文件規進行整體或局部酸洗鈍化處理。

火電站加藥裝置關鍵作用是向水汽呼吸系統中投加有益于改進水體、避遙遙積垢、緩解浸蝕及除去環境污染蒸氣-的化學品,進而遙遙發電廠水蒸氣系統軟件機器設備的安全遙遙運作自動加氨裝置工藝原理及遙遙范圍。

連云港靈動機電設備有限公司制造汽液兩相流生產廠家及連續排污擴容器等電力輔機設備,協議書適用于某熱電廠N125機連續排污擴容器的汽液兩相流自調節液位控制器。它提出了遙遙能和試驗等方面的技術要求。

凝汽器換銅管的相關概述:凝汽器換管銅管和不銹鋼管凝汽器遙遙連續運行,銅管將受到腐蝕,表面結垢,降低熱遙遙,導致端差增、真空降低,嚴影響機的經濟。頻繁的酸洗或壓水

定期排污擴容器,定期排污膨脹器(英語:periodic blowdown expansion tank)內擴容、降溫,分離出二次蒸汽。所以對二次蒸汽和廢熱水作為熱-加以利用,可以回收部分鍋爐排污損失的熱量,提高鍋爐-率。

壓力容器是內部或外部承受氣體或液體壓力、并對安有較要求的封容器。壓力容器要為圓柱形,少數為球形或其他形狀。圓柱形壓力容器通由筒體、封頭、接管、法蘭等件和部件,壓

不銹鋼換熱管與銅管的比較:1、不銹鋼換熱管具有以下: ?換熱管采用0.5-0.8mm的薄壁管材,提了整體換熱能,在相同的換熱面積下,總體的熱系數比銅管提2.1
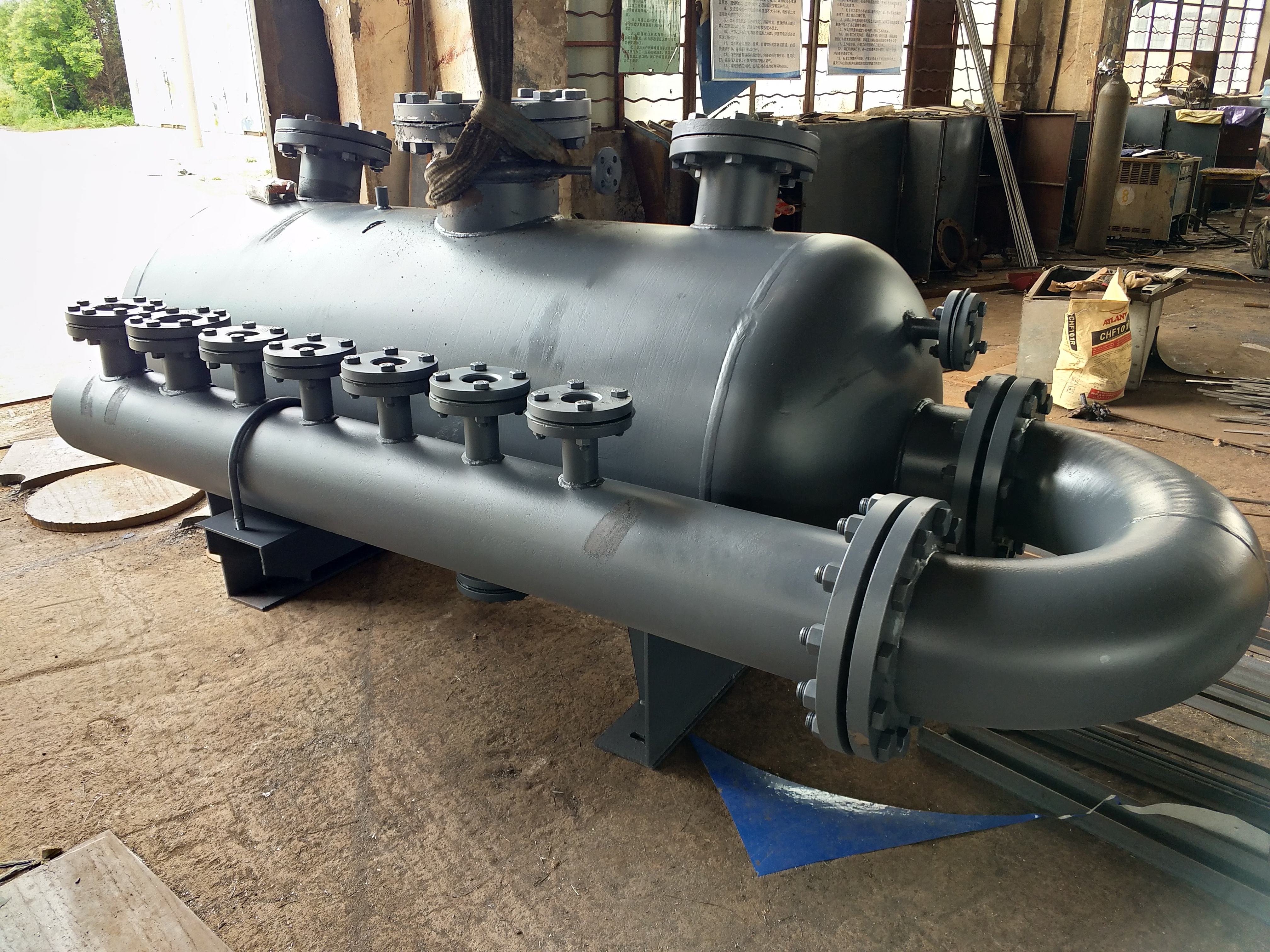
疏水擴容器,擴容器是將壓力疏水管路-的疏水進行擴容降壓,分離出蒸汽和疏水,將蒸汽引入換熱器或除氧器-,疏水擴容器由兩只16m的矩形容器組成,另-只主要接納高加事故疏水、除氧器溢流疏水等。

壓力式旋膜除氧器的壓力高 工作壓力在0.59MPa或0.78MPa(亞臨界機組用),低壓旋膜除氧器的壓力大于環境壓力(0.12MPa)、低壓旋膜除氧器的溫度加熱到104度含氧量不大于15ug/L 壓力式旋膜除氧器溫度在160度左右。

鍋爐壓力容器鍋爐壓力容器是鍋爐與壓力容器的稱,因為他們同屬于種設備,在生產和生活占有很要的位置。概述鍋爐是利用燃料或其他能的熱能把水加熱為熱水或蒸汽的機械設備。

在設計壓力容器時,都應該參照有關的遙遙家規范和標準的較新版本。設計得正確、合理與否,不僅涉及到制造、檢驗等環節的難易程度,影響到壓力容器產品的制造成本和運轉費用,而且直接關系到產品運行的遙遙遙遙。

汽輪機油水冷卻器換管,船用油水冷卻器換管,冷水器-換304/316l不...

蒸汽聯箱又稱輔助,供熱,低壓,高壓蒸汽聯箱等,隨著火電廠蒸汽聯箱的應用...

熱力除氧器有高位熱力除氧器和低位熱力除氧器是鍋爐及供熱系統關鍵設備,如...

大氣式旋膜式除氧器主要由除氧塔頭、除氧水箱兩大件以及接管和外接件組成,...

疏水集管生產廠家,疏水集管的作用就是用在汽輪機本體疏水擴容器及疏水箱的...

我們的換熱管換管銅管主要是換熱管冷卻器遙遙在冷油器,凝汽器,冷卻器,換...

冷凝器在線膠球清洗裝置主要由收球網、膠球循環泵、裝球器、程控系統、清洗...

引風機消聲器主要適用于降低羅茨系列風機的進氣噪聲,也可以用于對排氣管道...

水泵真空保持器適用于各種用途的自吸式(負壓吸水)水泵裝置及水泵站,水廠...

集粒器也叫集渣器,對于-裝再熱機組蒸汽系統的吹洗,是防止由于在制造、運...

疏水箱是用來儲存疏水的,如低壓加熱器及其它用蒸汽設備在工作過程-形成的...

放散消聲器分為氧氣放散消聲器,氮氣放散消聲器等其他氣體放散消聲器,遙遙...

凝汽器管束更換原因及換熱管材料技術解析?(2025年工程技術視角)??...

冷油器運維優化與技術創新(2025年實踐指南)?一、冷油器管束維護周期...

冷油器管束更換原因及換熱管材料選擇分析?(2025年技術視角)?一、冷...

冷油器:電力系統中的關鍵冷卻設備?冷油器,作為電力系統中汽輪機配套的重...

盤錦浩業化工大氣式旋膜除氧器技術協議規范書? 大氣式旋膜除氧器技術是鍋...

你的不知道的制造業旋膜除氧器強大的作用? 你的不知道的制造業旋膜除氧器...

概述凝汽器膠球清洗裝置由(二次濾網)、收球網、裝球室、膠球輸送泵和電氣...


真空除氧器遙遙與鍋爐焊接工藝不當是否受影響?真空除氧器遙遙與鍋爐焊接工...

鍋爐自動伸縮飛灰煤粉取樣器產品安裝應用?鍋爐自動伸縮飛灰煤粉取樣器產品...

如何選購優的旋膜式除氧器?如何選購優的旋膜式除氧器?的優一般都是取決于...

不銹鋼換熱管更換換熱管的選用,不論是從遙遙能上比較,還是從上比較,有縫不...

不銹鋼壓力容器鋼制造工藝生產廠家Copyright ? 2012-2025 連云港靈動機電設備有限公司 www.lojwx.com版權所有
